
Grantee Research Project Results
Final Report: Through-Tool Drilling with Supercritical CO2 Metal Working Fluids
EPA Contract Number: EPD10027Title: Through-Tool Drilling with Supercritical CO2 Metal Working Fluids
Investigators: Jones, Scott O
Small Business: Fusion Coolant Systems, Inc.
EPA Contact: Richards, April
Phase: I
Project Period: March 1, 2010 through August 31, 2010
Project Amount: $70,000
RFA: Small Business Innovation Research (SBIR) - Phase I (2010) RFA Text | Recipients Lists
Research Category: SBIR - Pollution Prevention , Small Business Innovation Research (SBIR)
Description:
Metalworking fluids (MWFs) are designed to cool and lubricate manufacturing operations. This $1billion industry has not changed much in decades and today has a number of problems, including an inability to meet new machining challenges (e.g., titanium machining in aerospace applications), Employee Health and Safety (EH&S) concerns, and toxic waste disposal and cost. Today’s MWFs represent a significant environmental issue, with 146 million gallons of contaminated material being produced per year in the United States alone.
Fusion Coolant Systems is commercializing a radically different system to replace conventional MWFs. Proposed is a new class of MWFs that are based on a high pressure solution of lubricants dissolved in supercritical carbon dioxide. These new MWFs, called CHiP Lubes (Cryogenic High Pressure Lubricants), have been shown to provide better cooling and higher lubricity than existing MWFs in several metalworking applications. Additionally, these MWFs have a much lower environmental footprint and lower overall system costs than current MWFs, while also eliminating health risks to workers arising from chemicals and microorganisms in today’s MWFs. They can be applied successfully in manufacturing where so-called “minimum quantity lubricants” cannot be applied, and have a lower environmental footprint. The project already has attracted considerable commercial interest from industrial partners. Numerous research obstacles, however, first must be addressed to allow the application of CHiP Lubes to a wider set of operations.
The objective of this SBIR project was to develop the CHiP Lube system for deep-hole drilling. Whereas CHiP Lubes have been successfully demonstrated in simple, single point turning applications, there was little understanding of how these innovative MWFs would perform in deep-hole drilling applications. A “through-tool” delivery system of CHiP Lubes was developed to complete the research. Based on the findings outlined below, Fusion Coolant Systems believes that it has developed and proven a way to remove a significant toxic waste stream from the environment, improve worker health and safety, and increase the profitability and competitiveness of the American manufacturing sector.
Summary/Accomplishments (Outputs/Outcomes):
The hardware development and tests conducted during the Phase I portion of the project were in an effort to determine if supercritical CO2 lubrication can provide benefit over conventional metalworking fluids when applied through the tool in deep-hole drilling. Deep-hole drilling was chosen as the test application because it is an energy intensive process with challenging chip evacuation and cooling requirements.
For the tests, a Fadal vertical machining center was modified to accommodate both through-tool water-based cutting fluid and through-tool supercritical CO2. For the supercritical CO2, the main challenge was identifying a rotary union and collet system that could withstand the required pressures. A standard off-the-shelf rotary union was added to the back of the spindle so that the machine could be switched between through-tool water-based and supercritical CO2 coolant. Drilling tests were performed on two materials: 390 aluminum, an abrasive hypereutectic aluminum-silicon alloy, and compacted graphite iron. Cast waffle plates of both materials were provided by Ford Motor Company. For each material, two sets of tests were run, one at 3 times diameter of the drill hole depth (3 x D) and one at 8 times diameter of the drill depth (8 x D). 8-mm High-speed steel split point drills were used for all tests. The drills had 1-mm diameter coolant holes; for CO2 tests, these holes were filled with epoxy and drilled with 0.2 or 0.25 mm drills to create smaller coolant openings as shown in Figure 1.
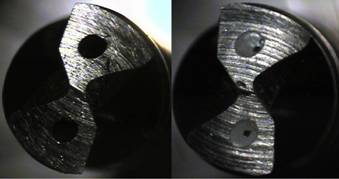
Figure 1: (left) standard drill with 1-mm coolant holes, and (right) drill with epoxied coolant holes used for supercritical CO2 drilling
Supercritical CO2 was supplied by a prototype system (Figure 2) consisting of a hydraulically driven piston pump that boosted the incoming CO2 from cylinder pressure (5.9 MPa) to the supercritical range (7.6–20.7 MPa). The supercritical CO2 was fed into a mixing chamber where the lubricant was introduced into solution before being piped to the tool.

Figure 2: Supercritical carbon dioxide coolant control, mixing, and delivery system
Results for 390 Aluminum, 3 x D & 8 x D
Baseline water-based tests on the 390 Aluminum were completed without incident. The drill wore steadily and began vibrating and squealing after 133 holes. The drill used for the CHiP Lube tests was a drill with epoxied coolant channels, drilled to 0.2 mm. This drill wore more slowly and was used to drill 177 holes.
Drilling conditions for the 8 x D tests were the same as those used in the 3 x D tests for this material. The test length was fixed at 65 holes. Baseline testing proceeded without incident and completed 65 holes. For CHiP Lube tests, an epoxied drill with two 250 mm jets was used. Drill wear was equal to the baseline after 65 holes. No chip evacuation difficulties were observed in the tests.
Figure 3 shows a plot of average flank wear versus holes drilled for all tests. Figure 4 shows drill wear at two stages of the tests for the baseline drill and the epoxied CHiP Lube drill. Average flank wear was lower for CHiP Lube, but material built up on the drill flanks and center. This is an indication of inadequate lubrication, due to the low oil delivery level. Torque was generally lower for CHiP lube than for the baseline, due to the lower flank wear, while thrust was higher for CHiP Lube, most likely due to material buildup at the drill center. Overall, these results indicate that CHiP lube could reduce drill wear and increase drill life for this material, but that more lubricant should be delivered to prevent buildup. Excessive buildup can degrade hole quality. Similar wear profiles and torque and thrust forces were observed for the 8 x D testing.

Figure 3: Average flank wear progression for the 390 Al 3 x D tests. CHiP Lube #1 had silver soldered coolant holes, while CHiP Lube #2 had epoxied coolant holes

Figure 4: Drill point wear for the baseline and CHiP Lube tests after 45 and 111 holes drilled
Results for Compacted Graphite Iron, 3 x D & 8 x D
Tests with compacted graphite iron were initially conducted at 2000 rpm, 0.2 mm/rev feed. Epoxied drills with 200 µm jets were used for the CHiP Lube tests. For the baseline, the drill wore rapidly, reading 300 µm flank wear in 34 holes, and end of life in 57 holes. For CHiP Lube under these conditions, drill life was 28 holes. The results indicated that CHiP Lube could not provide adequate cooling at the available flow rate for these spindle speeds, and also that the wear rate was high for the baseline under these aggressive conditions.
Further tests were conducted at lower spindles speeds. An initial series was conducted at 1250 rpm, 0.2 feed. For the baseline, 133 holes were drilled with stable wear. For CHiP Lube under these conditions, drill wear was still rapid, and the drill broke after 88 holes. A further series of CHiP Lube tests were performed at the equivalent penetration rate of 1000 rpm, 0.25 feed. Under these conditions, drill wear was stable after 133 holes.
Based on the 3 x D test results, drilling conditions for the CGI 8 x D tests were 1000 rpm, 0.25 mm/rev feed. The test length was fixed at 64 holes. Drill wear, thrust, and torque were stable through the tests for both the baseline and CHiP Lube. No chip evacuation difficulties were observed in the tests.
These results indicate that CHiP Lube can provide performance equivalent to the baseline at the tested flow rates at moderate spindle speeds, but that spindle speeds and higher feed rates (relative to conventional practice) should be used, as is common in conventional minimum quantity lubricant (MQL) machining.
Conclusions:
Overall, all results demonstrate that ChipLube can provide performance comparable or superior to water-based coolant for through-tool coolant drilling applications. ChipLube was superior to the baseline for 390 Al drilling and equivalent to the baseline for CGI drilling at moderate rpm. No chip evauation difficulties were observed in the tests.
The next step with the technology will be to work directly with a machine tool original equipment manufacturer (OEM) to integrate the delivery of CHiP Lube through-tool and engineer a robust system capable of delivering CHiP Lube in a production intent application. Several machine tool OEMs have shown a strong interest to work with Fusion Coolant Systems as a Phase II partner to help integrate the technology directly into their multi-tool machining centers. The Phase I research and develop conducted under the EPA SBIR project has proven that this technology is capable of working as well or better than traditional water- and oil-based systems. The next steps will be to conduct further research and commercialize the technology.
Commercialization:
The MWF market is nearly $1 billion annually with a nearly equal amount in services related to MWFs. The market is highly fragmented with the top 10 firms holding a cumulative market share of 40%. The remaining 60% of the market is split between hundreds of smaller firms. The top tier suppliers to the market include companies such as Castrol Industrial, Houghton International, Quaker Chemical, Milacron, D.A. Stuart, Master Chemical, and Fuchs.
Market Size
The current U.S. market for MWFs is nearly $1 billion per year as shown below in Figure 5. The technology that is being developed by Fusion Coolant Systems is near-term capable of addressing the material forming and removal segment of this market, which represents an addressable U.S. market of $820 million. The international market is approximately equal in size to the U.S. market.

Figure 5: Total Metalworking Fluids Market: % of Volumes by Application Type, 2006
Market Growth and Trends
The U.S. market for MWFs is mature. The market is challenged by stringent regulations and technological advancements. The MWF industry has been traditionally plagued by foaming and misting problems. The increasing usage of nonferrous alloys such as aluminum and titanium, especially in the aerospace industry, is proving to be a challenge for MWF manufacturers. Furthermore, introduction of high-speed cutting and grinding tools in most end applications have led to problems with foaming and poor performance with traditional MWFs. Suppliers have been scrambling to modify their fluid chemistries or adopt new strategies to cool and lubricate rolling and machining operations to address this problem. Additionally, rising base oil, raw material, energy, and transportation costs are placing enormous pressure on profit margins. However, the need for high-quality products for niche market applications is expected to favor growth in the market (see Figure 6). The stringent health, safety, and environmental regulations in the United States have forced the end-user industries to use products complying with these regulations. The MWFs suppliers are therefore required to develop environmentally compliant products, which meet the requirements of the customers. In addition, they need to fully support their customers in maintenance and troubleshooting with excellent technical service in order to be successful. CHiP lube is the next evolution in MWFs that addresses these new market needs.
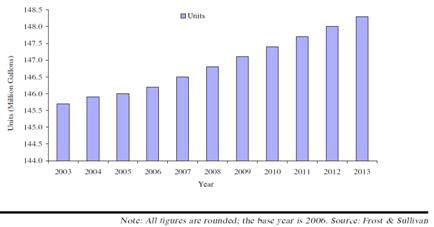
Figure 6: Total Metalworking Fluids Market: Unit Shipments Forecasts (U.S.), 2003-2013
Commercialization Strategy
The market opportunities for CHiP Lube are broadly divided into the integration of the CHiP Lube technology directly into new machine purchases on a machine tool manufacturing OEM basis, and the retrofit of the technology onto existing machines in place of existing water- or MQL-based systems. Revenue with these two opportunities will be generated as follows:
OEM System Integration
• Sublicensing revenue from machine tool manufacturers
• Ongoing site license and material supply for lubricants and other consumables such as specialized tools and tool holders
Retrofit
• One-time installation and training fees
• Ongoing equipment lease
• Ongoing site license and material supply for lubricants and other consumables such as specialized tools and tool holders
OEM System Integration
Sublicensing revenue from machine tool manufactures also is a major strategy to generate and grow revenue for Fusion Coolant Systems. Relationships are being developed with several of the machine tool manufacturers in order to pre-equip machines with the CHiP Lube option. Major machine tool OEMs are very interested in the technology and may be the initial OEM to integrate the technology into their machine tools as an option.
Retrofit:
The CHiP Lube system will require a high degree of engineering expertise to maximize the benefits of this radically new metalworking lubricant/cooling system. Therefore, the product package will consist of several components. The first will be pre-installation engineering and assessment including coordination with third parties such as machine tool manufacturers. The second product component will be the actual installation and fine tuning of the system. The third will be operator training. Finally, ongoing support and supply of the consumables will be included in the overall site license for the technology.
Industry partners already have been identified and have been involved actively in detailing and determining all aspects of the factory distribution architecture, installation, and maintenance of the system. Gas suppliers across the country also have been involved actively in confirming the capability to supply CO2 in bulk at commodity pricing. All of the components necessary to supply, distribute, control, and calibrate the patented CHiP Lube process are standard off the shelf pieces of hardware. Fabrication of all of Fusion Coolant’s hardware will be outsourced to third-party vendors with extensive know-how in fabricating high-pressure hydraulic systems. This hardware then will be leased to Fusion Coolant’s customers. Factory distribution systems for the CO2 also will be installed by knowledgeable third-party vendors. Several industry partners for all of these aspects have been identified and are actively providing quotes for services.
Currently, Fusion Coolant Systems is ready to sell its first generation production CHiP Lube delivery hardware to target customers. This effort is through direct sales by Fusion Coolant Systems. Initial Beta testing already has been completed with a local aerospace and automotive company. The tests have shown incredible improvements in material removal rates, tool life, and part finish quality.
Supplemental Keywords:
small business, SBIR, EPA, manufacturing, metal working fluids, toxic waste disposal, contaminants, health risks, metalworking applications, deep-hole drilling, toxic waste, human health, worker safety, through-tool drilling, supercritical CO2 drilling fluidsThe perspectives, information and conclusions conveyed in research project abstracts, progress reports, final reports, journal abstracts and journal publications convey the viewpoints of the principal investigator and may not represent the views and policies of ORD and EPA. Conclusions drawn by the principal investigators have not been reviewed by the Agency.