
Grantee Research Project Results
Final Report: A Green Chemistry Approach to Pulping Hemp as an Industrially Relevant Renewable Fiber for Construction
EPA Grant Number: SV840036Title: A Green Chemistry Approach to Pulping Hemp as an Industrially Relevant Renewable Fiber for Construction
Investigators: Cai, Dr.Charles
Institution: University of California - Riverside
EPA Project Officer: Aja, Hayley
Phase: II
Project Period: July 1, 2020 through June 30, 2022 (Extended to December 31, 2023)
Project Amount: $74,882
RFA: P3 Awards: A National Student Design Competition for Sustainability Focusing on People, Prosperity and the Planet - Phase 2 (2020) Recipients Lists
Research Category: P3 Awards
Objective:
The purpose of this project is to develop a more environmentally sustainable pulping and fractionation approach called CELF (co-solvent enhanced lignocellulosic fractionation) to process newly-legalized industrial hemp in the US. Processing raw hemp stalks using CELF can utilize the entire hemp plant without decortication while producing purer hemp intermediates for new applications in green construction and green manufacturing. During the first phase of the project, our project team had successfully employed CELF pulping to decorticated industrial hemp supplied by our commercial partners. The CELF pulped hemp was then used to produce 2”x2” sized briquettes of “enhanced” hempcrete. We found that the enhanced hempcrete briquettes produced from CELF pulping was noticeably denser, harder, and less brittle than conventional hempcrete produced directly from decorticated hemp hurd. We had also simultaneously produced hemp-based resins from lignin and hemp-based sugars that could be further valorized as high value co-products, such as ethanol. As such in phase two of this project we developed the following four objectives:
- Compare chemical composition of CELF-pulped (or modified) hemp with traditional decorticated hemp
- Target 80% cellulose-fiber content in solids after pulping using NREL protocol TP-510-42620
- Compare thermal and structural performance of CELF-pulped hemp with traditional decorticated hemp and other known materials
- Ferment hemp-based sugars from CELF pulping into fuel ethanol
- Target >30 g/L ethanol concentration following NREL protocol TP-510-42630
- Disseminate results to project collaborators and publish findings
Summary/Accomplishments (Outputs/Outcomes):
Objective 1
Results: Following NREL protocol TP-510-42620, the following compositions have been analyzed for raw hemp hurd, raw hemp stalk, and CELF-pulped hemp hurd and sticks, as shown in Table 1:
| # | Sample (ID) | Glucan (%) | Xylan (%) | Lingin (%) | Other Sugars (%) | Extractives (%) | Ash (%) |
|---|---|---|---|---|---|---|---|
| 1 | Hempire hemp hurd (raw) | 46.6 | 17.9 | 16.5 | 4.3 | 12.7 | 2.0 |
| 2 | Hempire hemp hurd (CLEF pulped) | 87.2 | 2.1 | 7.1 | 0 | 0.6 | 3.0 |
| 3 | CBB hemp sticks (raw) | 42.2 | 17.6 | 21.2 | 3.5 | 11.5 | 4.0 |
| 4 | CBB hemp sticks (CLEF pulpue)* | 85.5 | 2.3 | 11.0 | 0.5 | 0.5 | 0.2 |
Although we had originally used hemp hurd supplied by Hempire USA to achieve QAPP target for Objective 1, we had to switch to whole hemp sticks supplied by CBB midway during year 1 progress. As hemp sticks are unprocessed and undecorticated, it contains both the hurd and bast fibers, instead of just the decorticated hurd. This means that the plant is more resilient to chemical breakdown and would require a slightly higher temperature CELF reaction in order to achieve >80% cellulose-fiber content target. Upon optimization of the CELF reaction by increasing the THF:water ratio to 2:1 from 1:1, we were able to achieve satisfactory performance from the CELF pulping of CBB hemp sticks. By isolating material with high concentration of glucan (cellulose) will allow a purer feedstock to be used for incorporation into hempcrete or for fermentation into a green renewable fuel such as ethanol. The higher content of glucan present in CELF pulped hemp should allow us to achieve QAPP targets for both Objective 2 and 3.
Objective 2
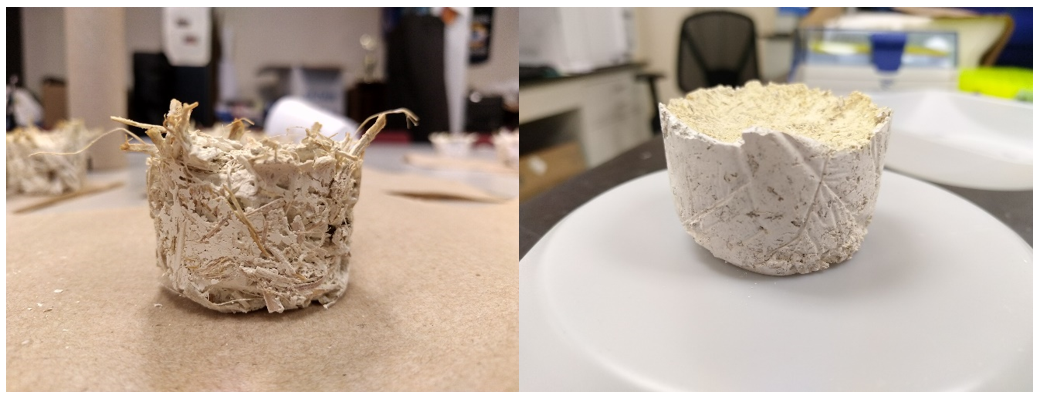
We have optimized formulation of “enhanced” hempcrete using CELF-pulped hemp stalk (undecorticated) and have produced repeatable and consistent 2”x2” briquettes similar to the hempcrete briquettes we produced from raw hemp hurd and CELF-pulped hemp hurd (decorticated) during Phase 1 of the project. This suggests that decortication of hemp is not necessary with CELF pulping, potentially saving both manufacturing costs and process energy.
Figure 1. Comparison of hempcrete briquets made from raw decorticated hemp stalks (left) and modified hempcrete briquets made from undecorticated CELF-pulped hemp sticks/stalks (right). Modified CELF hempcrete was noticeably denser, less porous, less brittle, harder, and conformed better as it cured inside our briquette mold as compared to the traditional hempcrete. We anticipate that CELF-pulped hempcrete to have better insulating properties, higher compressive strength, improved durability, and less friable than traditional hempcrete. These samples were produced using identical 1:1:3 (biomass:binder:water) ratios in formulation.
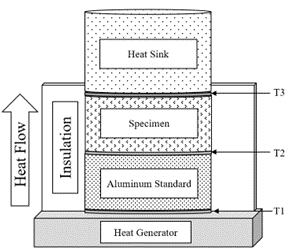
For thermal characterization, a divided bar apparatus is utilized to establish a unidirectional steady state heat flow across the vertical axis of the specimen and observe relative thermal performance between samples, as depicted in Figure 2. From top to bottom, the apparatus consists of a container of ice water to act as a heat sink, the hempcrete specimen, a round 2”x2”x0.5” aluminum puck standard, and a DABPRESS heat plate that is kept at a stable temperature of 100℃. In between each component is a copper-constantan thermocouple attached to a thin metal disk with thermal paste, providing a negligible thermal influence on the overall system. The sample and aluminum are surrounded by insulation to reduce the amount of radial heat loss during trials.
Figure 2. Diagram of Divided-Bar apparatus. T1, T2, and T3 designates where thermocouples were inserted for temperature readings.
Thermal testing was performed on 1:3:3 samples, along with 1:1.5:3 and 1:1:3 samples (Figure 3) to obtain relative thermal conductivities. Each sample was sanded down flat on both ends to maximize surface contact between the standard and heat sink and was allowed 50 minutes to reach steady state. As the amount of lime cement was reduced in each subsequent sample, the thermal conductivity also decreased, while maintaining structural stability. With the improved binding with the CELF-pulped hemp and lime, we can reduce the amount of lime incorporated into the samples in order to both reduce material required to produce and maximize the thermal conductive properties of the hemp fiber. No quantitative data on thermal properties can be reported yet as we are waiting on further materials to serve as a testing standard and calibrate the experimental set up.
Figure 3. CELF-pulped hempcrete briquets with the following biomass:binder:water ratios: 1:1:3 (left), 1:1.5:3 (middle), 1:3:3 (right).

As outlined in Table 2, all modified hempcrete briquettes managed a thermal conductivity of 0.05 W/(m*K) or less, resulting in a satisfactory R-value of 20 or higher. This thermal performance surpassed traditional hempcrete performance. Although we were unable to produce large enough briquettes for a tensile strength test, we can anticipate that the strength of the material exceeds that of traditional hempcrete based on the specific densities of the modified hempcrete briquettes as listed in Table 2. Noted is the lower specific densities resulting from the greater incorporation of lime to the sample.
| Sample ID | Thermal Conductivity (W/m*K) | R-value | Specific Density (kg/m3) |
|---|---|---|---|
| 1:1:3 traditional hempcrete | 0.06 | 16.67 | 278 |
| 1:1:3 modified briquet (CLEF) | 0.042 | 23.8 | 488 |
| 1:1.5:3 | 0.043 | 23.2 | 414 |
| 1:3:3 modified briquet (CLEF) | 0.049 | 20.4 | 383 |
Objective 3
For this objective, we carried out high-solids ethanol fermentation using Saccharomyces cerevisiae D5A at a glucan-from-solids loading of 10wt% using Sample 4 in Table 1. The experimental overview of the fermentation study is outlined in Table 3. All cultures were performed in duplicate using sterilized 125mL shake flasks that were incubated at 37℃. YPD extract was supplemented to the fermentations to promote cell viability. As shown, we performed both simultaneous saccharification and fermentation (SSF) and enzymatic hydrolysis (EH) in order to understand the impact of sugar breakdown by EH and ethanol fermentation performance by SSF of the combined system using both enzymes and yeast culture. In this study, EH runs were used as an internal control to prove viability of the enzymes for releasing fermentable sugars to be consumed by the yeast strain during SSF. The enzyme used in this study was Cellic® Ctec2 generously supplied by Novozymes Corporation as a leading commercially available enzyme cocktail for hydrolyzing biomass sugars. S. cerevisiae D5A is a naturally occurring strain of yeast that was selected due to its high robustness during SSF operation. The EH and SSF experiments were run in duplicate. Variations between replicate flasks were 10% or less throughout the study which is an acceptable margin of error.
| Flask 1 (EH) | Flask 2 (EH) | Flask 3 (SSF) | Flask 4 (SSF) | |
|---|---|---|---|---|
| Enzyme type | Cellic® Ctec2 enzymes at 15 mg/g-glucan loading | Cellic® Ctec2 enzymes at 15 mg/g-glucan loading | Cellic® Ctec2 enzymes at 15 mg/g-glucan loading | Cellic® Ctec2 1 enzymes at 15 mg/glucan loading |
| Glucan Loading | 10 wt% glucan loading | 10 wt% glucan loading | 10 wt% glucan loading | 10 wt% glucan loading |
| Ycast strain | N/A | N/A | S. cervisiae D5A | S. cervisiae D5A |
EH on CELF-pulped hemp released 80 g/L glucose (Figure 4; left) resulting in 72% solubilization after 7 days (Figure 5; right). SSF on Oregon Hurd was able to reach ethanol titers of 39.7 g/L and an ethanol yield of 65% after 7 days of fermentation. The resulting ethanol concentrations over 14 days of culture are shown in Figure 6.
Figures 4 and 5. Enzymatic hydrolysis of CELF hemp under conditions identical to SSF ethanol fermentations. Glucose was successfully solubilized and released at concentrations to support reaching QAPP target of >30 g/L ethanol concentrations.
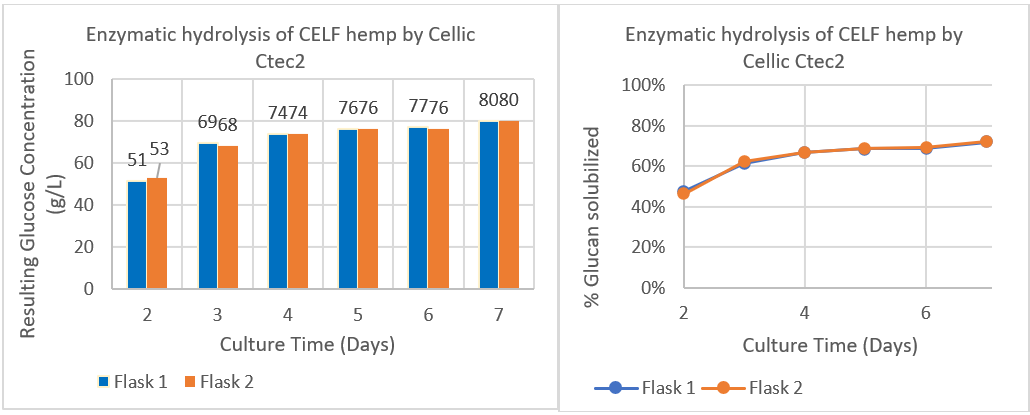
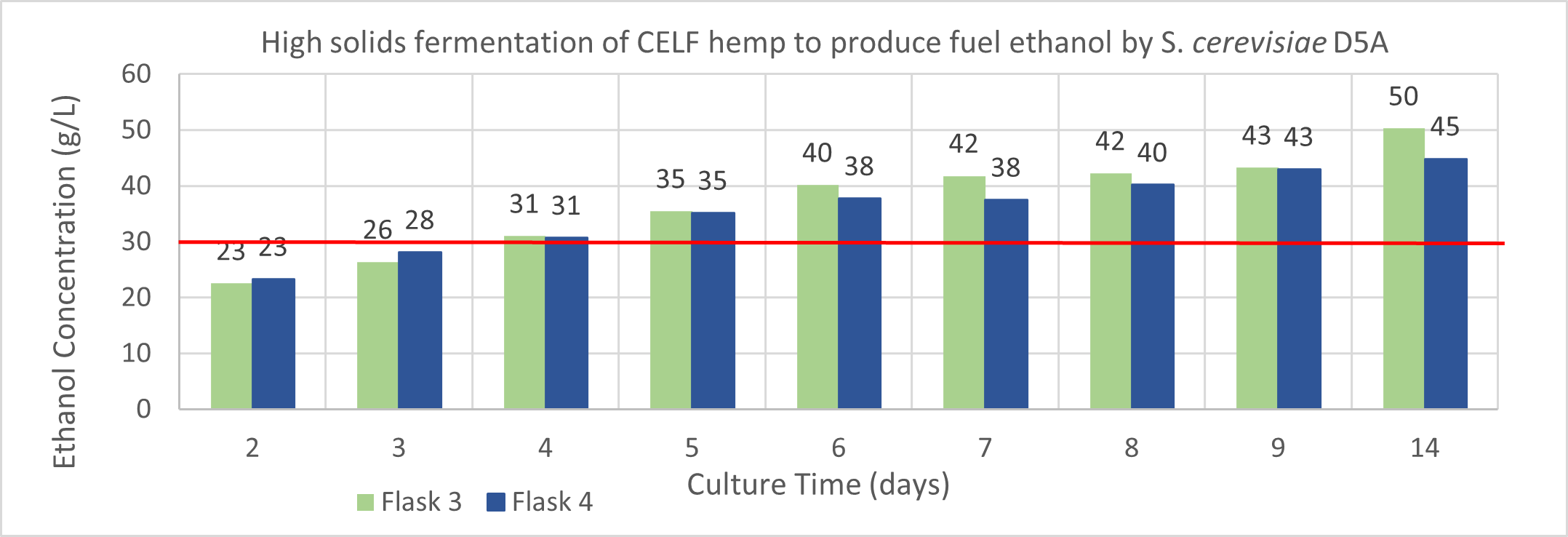
Figure 6. Resulting ethanol concentrations from SSF of CELF hemp over culture time. QAPP target of 30 g/L is shown as a red line.
Conclusions:
As not all the hemp that undergoes processing could be used for green construction materials, we illustrated a potential use-case for the production of high value co-products from CELF-pulped hemp, such as fuel ethanol. This is because CELF is able to fractionate the major sugar and lignin components within hemp without the need for energy intensive decortication, illustrating an exciting way to process unspent or unused hemp that is cultivated. CELF is a lower-temperature chemical pulping process that has demonstrated high reliability when scaled up; ideal for processing large quantities of underutilized industrial hemp resources. At larger scales, the feasibility for producing renewable 2nd generation fuel ethanol from CELF pulped hemp is an important feature to reduce waste generation and greenhouse gas emissions.
References:
1. Cai, C. M.; Zhang, T.; Kumar, R.; Wyman, C. E., THF co-solvent enhances hydrocarbon fuel precursor yields from lignocellulosic biomass. Green Chemistry 2013, 15 (11), 3140-3145.
2. Nguyen, T. Y.; Cai, C. M.; Kumar, R.; Wyman, C. E., Co-solvent Pretreatment Reduces Costly Enzyme Requirements for High Sugar and Ethanol Yields from Lignocellulosic Biomass. ChemSusChem 2015, 8 (10), 1716-1725.
Progress and Final Reports:
Original AbstractP3 Phase I:
A Green Chemistry Approach to Pulping Hemp as anIndustriallyRelevantRenewable Fiber for Construction | Final ReportThe perspectives, information and conclusions conveyed in research project abstracts, progress reports, final reports, journal abstracts and journal publications convey the viewpoints of the principal investigator and may not represent the views and policies of ORD and EPA. Conclusions drawn by the principal investigators have not been reviewed by the Agency.